Case study NETCore® – wind power component (rotor)
From Production Manager Gerd Lorenz, HEGER GUSS | May 16, 2019
Customer opinion
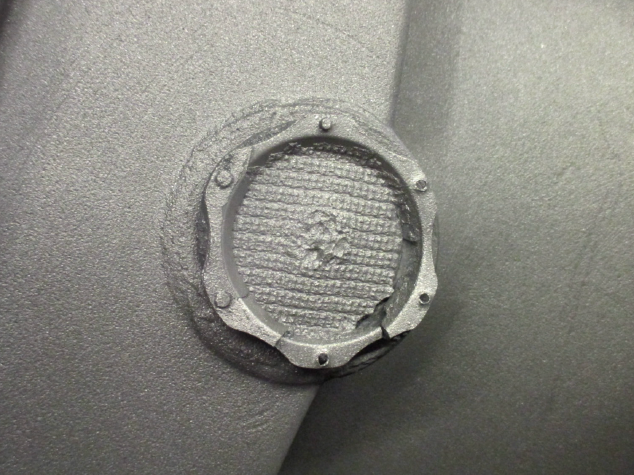
Problem: The cleaning times of the component clearly exceeded the desired processing time. Using conventional feeder techniques it was not possible to achieve an improvement on the desired scale.
Challange: To reduce cutting time and throughput time for the entire component. Furthermore, the application technology of the component required side feeders on the inside, which could only be removed with great effort.

Customer
HegerGuss GmbH
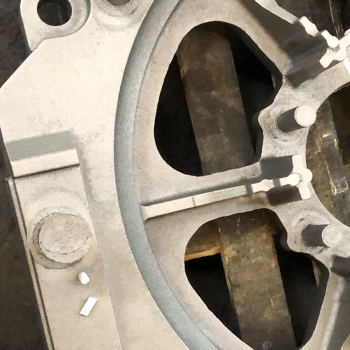
Casting application
Wind power component (rotor)
Alloy
EN-GJS- 400-18
Pouring temperature
1,340 °C
Weight
9,800 kg (11,200 kg liquid)
Feeding
Top feeder and side feeders
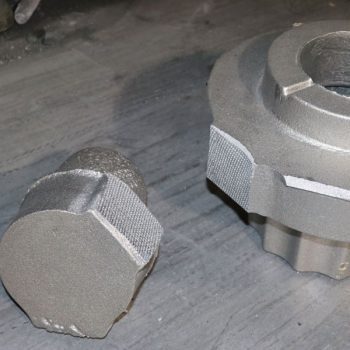
Solution
Introduction of NETCore® breaker core technology for top and side feeders