Case Study NETCore® – Flange
From Production Manager Thomas Zander, GSF FOUNDRY STASSFURT | March 12, 2020
Customer opinion
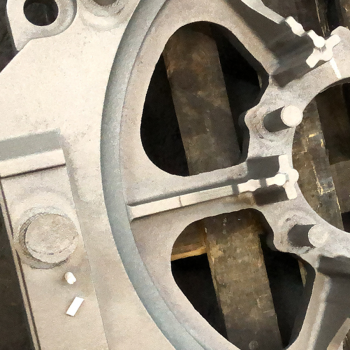
Problem: Due to the size of the pendulum, knocking off the risers with a 150-mm feeder neck is hardly possible. In addition, there is the risk of breaking into the casting when knocking off. The foundry must remove the part from the regular process and remove the feeder mechanically in an additional step.
Challange: Removal from the feeder neck in the regular process without transferring the part to an additional workstation.

Customer
GSF foundry Staßfurt
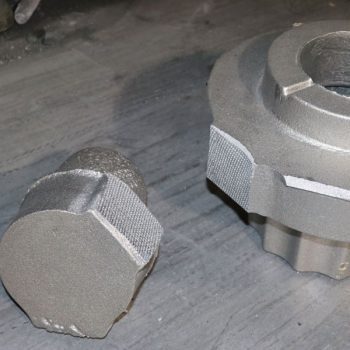
Cast part
Flange
Material
EN-GJS 500-7
Weight
7.900 kg
Moulding method
hand moulded
Power supply technology
ZXF 15 B250N
Solution
Integrate NETCore® technology B 550-250 N80 in the riser neck